



magnetilise induktsiooni küttesüsteem
Kirjeldus
IGBT magnetinduktsioonküttesüsteem
Peamised omadused:
- IGBT moodul ja inverteerivad tehnoloogiad, parem jõudlus, suurem usaldusväärsus ja madalamad hoolduskulud;
- 100% töötsükkel, pidev töö on lubatud maksimaalse võimsusega;
- kõrgema küttefektiivsuse saavutamiseks võib vastavalt valida konstantse voolu või konstantse võimsuse oleku;
- kütte- ja küttevoolu ja võnkumissageduse kuvamine;
- mitme kuvari funktsioone, kus on üle voolu, ülepinge, veepuuduse, faasi tõrke ja sobimatu poiss jne, saab masinat hävitada ja masinaid saab kergesti parandada.
- lihtne paigaldada, paigaldamist on väga lihtne teha ebaprofessionaalse inimese poolt, ühendusvett ja võimsust saab mõne minuti pärast lõpetada.

- kerge kaal, väike.
- erineva kuju ja suurusega induktsioonkuumutusrull saab erinevate osade soojendamiseks lihtsalt muuta.
- mudeli eelised taimeriga: soojendamisperioodi võimsus ja tööaeg ning säilitamisperiood võivad olla eelnevalt eelseadistatud, et realiseerida lihtsa kuumutuskõvera.
- eraldatud mudelid on konstrueeritud nii, et need sobiksid määrdunud ümbrusega, generaatorit saab usaldusväärsuse suurendamiseks paigutada puhtasse ruumi; eraldatud trafo väikese suuruse ja kerge kaaluga on mugav kasutada tootmisliinil ja see on kergesti kokkupandav masina sees või liigutatud mehhanismis.
| Seeria | MUDEL | Sisendvõimsus Max | Sisendvool Max | Ostsillaatne sagedus | Sisendpinge | Töötsükkel | |
| MF
. |
DW-MF-15 induktsioonigeneraator | 15KW | 23 | 1KHz-20KHz Vastavalt rakendusele | 3phases380V ± 10% | 100% | |
| DW-MF-25 induktsioonigeneraator | 25KW | 36 | |||||
| DW-MF-35Induction Generator | 35KW | 51 | |||||
| DW-MF-45 induktsioonigeneraator | 45KW | 68 | |||||
| DW-MF-70 induktsioonigeneraator | 70KW | 105 | |||||
| DW-MF-90 induktsioonigeneraator | 90KW | 135 | |||||
| DW-MF-110 induktsioonigeneraator | 110KW | 170 | |||||
| DW-MF-160 induktsioonigeneraator | 160KW | 240 | |||||
| DW-MF-300 induktsioonigeneraator | 300KW | 400 | |||||
| DW-MF-45 induktsioonkuumutusplaat ahju valmistamiseks | 45KW | 68 | 1KHz-20KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-70 induktsioonkuumutusplaat ahju valmistamiseks | 70KW | 105 | |||||
| DW-MF-90 induktsioonkuumutusplaat ahju valmistamiseks | 90KW | 135 | |||||
| DW-MF-110 induktsioonkuumutusplaat ahju valmistamiseks | 110KW | 170 | |||||
| DW-MF-160 induktsioonküttevarda sepistamise ahi | 160KW | 240 | |||||
| DW-MF-15 induktsioonisulatusahi | 15KW | 23 | 1K-20KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-25 induktsioon sulatusahi | 25KW | 36 | |||||
| DW-MF-35 induktsioonisulatusahi | 35KW | 51 | |||||
| DW-MF-45 induktsioonisulatusahi | 45KW | 68 | |||||
| DW-MF-70 induktsioonisulatusahi | 70KW | 105 | |||||
| DW-MF-90 induktsioonisulatusahi | 90KW | 135 | |||||
| DW-MF-110 induktsioon sulatusahi | 110KW | 170 | |||||
| DW-MF-160 induktsioon sulatusahi | 160KW | 240 | |||||
| DW-MF-110 induktsiooni karastamise seadmed | 110KW | 170 | 1K-8KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-160Induction karastusseadmed | 160KW | 240 | |||||
| HF
. |
DW-HF-15 seeria | DW-HF-15KW | 15KVA | 32 | 30-100KHz | Ühefaasiline 220V | 80% |
| DW-HF-25 seeria | DW-HF-25KW-A | 25KVA | 23 | 20K-80KHz | 3phases380V ± 10% | 100% | |
| DW-HF-25KW-B | |||||||
| DW-HF-35 seeria | DW-HF-35KW-B | 35KVA | 51 | ||||
| DW-HF-45 seeria | DW-HF-45KW-B | 45KVA | 68 | ||||
| DW-HF-60 seeria | DW-HF-60KW-B | 60KVA | 105 | ||||
| DW-HF-80 seeria | DW-HF-80KW-B | 80KVA | 130 | ||||
| DW-HF-90 seeria | DW-HF-90KW-B | 90KVA | 160 | ||||
| DW-HF-120 seeria | DW-HF-120KW-B | 120KVA | 200 | ||||
| DW-HF-160 seeria | DW-HF-160KW-B | 160KVA | 260 | ||||
| UH
. F .
|
DW-UHF-4.5KW | 4.5KW | 20 | 1.1-2.0MHz | Single phase220V ± 10% | 100% | |
| DW-UHF-6.0KW | 6.0KW | 28 | |||||
| DW-UHF-10KW | 10KW | 15 | 100-500KHz | 3phases380V ± 10% | 100% | ||
| DW-UHF-20KW | 20KW | 30 | 50-250KHz | ||||
| DW-UHF-30KW | 30KW | 45 | 50-200KHz | ||||
| DW-UHF-40KW | 40KW | 60 | 50-200KHz | ||||
| DW-UHF-60KW | 60KW | 90 | 50-150KHz | ||||
Rakendused
1. Kuumutamine (kuum sepistamine, kuum paigaldamine ja sulatamine)
Induktsioon Kuum sepistamine eesmärk on valmistada teatud temperatuuriga detailid (erinevad materjalid vajavad erinevat temperatuuri) sepistamispressi, stantsepressi, sepismasina või muude seadmete abil muudeks vormideks, näiteks kellakorpuse, kellaklaasi, käepideme, vormi kuuma ekstrusiooni jaoks aksessuaar, köögi- ja lauanõud, kunstnõud, standardosa, kinnitusdetail, valmistatud mehaaniline osa, pronkslukk, neet, terasest tihvt ja tihvt.
Kuumliitmik viitab erinevate metallide või metallide ühendamisele mittemetallidega kuumutamise teel, mis põhineb kuumpaisumise või kuum sulatamise põhimõttel, näiteks arvutiradiaatori vasest südamiku sisseehitatud keevitamine alumiiniumpleki ja kõlarivõrguga, terasest ja plastikust ühend toru, alumiiniumfooliumi tihendamine (hambapasta koor), mootori rootor ja torukujulise elektrikütteelemendi tihendamine.
Sulatamise eesmärk on peamiselt metalli sulatamine vedelaks, kasutades kõrget temperatuuri, mis on rakendatav peamiselt raua, terase, vase, alumiiniumi, tsingi ja erinevate väärismetallide sulatamisel.
2. Kuumtöötlus (pinna kustutamine)
Erinevate riistvara ja tööriistade, näiteks tangide, mutrivõtmete, haamri, kirveste, kruvimisriistade ja kääride (viljapuuaia pügamine) kustutamine.
Erinevate auto- ja mootorrattatarvikute, näiteks väntvõlli, ühendusvarda, kolvivarda, ketiratta, alumiiniumratta, ventiili, kivivarre võlli, poolveovõlli, väikese võlli ja kahvli summutamine. Erinevad elektrilised tööriistad, nagu hammasrattad ja teljed.
Tööpinkide, näiteks treipingi ja juhtrööpa summutamine.
Erinevate riistvara metallosade ja töödeldud osade, näiteks võlli, hammasratta (ketiratas), nuki, padrun ja klamber, kustutamine
Riistvara vormide, näiteks väikese suurusega vormi, vormi lisavarustuse ja hallituse sisemise ava kustutamine.
3. Keevitamine (keevitamine, hõbeda jootmine ja kõvajoodisega jootmine)
Erinevate riistvaraliste lõikeriistade, näiteks teemanttööriista, abrasiivse tööriista, puurimisriista, sulamist saelehe, kõvasulamlõikuri, freesi, riisuri, planeerimistööriista ja tahke keskotsiku keevitamine.
Erinevate riistvara mehaaniliste vidinate keevitamine: hõbeda jootmine ja Induktsioon kõvajoodisjootmine sama sorti või erinevat sorti metallidest, nagu näiteks tualett- ja köögitarbed, külmutusvask, lampide kaunistused, täppisvormid, riistvara käepide, munakumm, legeerteras ja teras, teras ja vask ning vask ja vask.
Liitpoti põhja keevitamine on peamiselt rakendatav nii ümmarguse, ruudukujulise kui ka muu ebaregulaarse tavalise potipõhja keevitamiseks. See on rakendatav ka muude metallide tavalisel keetmisel.
Elektrilise kuumaveekeetja kütteketta keevitamine viitab peamiselt roostevabast terasest lameda aluse, alumiiniumpleki ja mitmesuguste torukujuliste elektriliste kütteelementide keevitamisele.
3. Lõõmutamine (karastamine ja moduleerimine)
Erinevate roostevabast terasest toodete lõõmutamine, näiteks roostevabast terasest vaagna, lõõmutatud ja pressitud purk, lõõmutatud volditud serv, lõõmutatud valamu, roostevabast terasest toru, lauanõud ja tass.
Mitmete muude metallist detailide lõõmutamine, näiteks golfipalli pea, kii, messingist lukk, vasest riistvara, kööginoa käepide, tera, alumiiniumist pann, alumiiniumpaak, alumiiniumradiaator ja mitmesugused alumiiniumtooted.
Induktsioonkuumutuse põhimõte
Sageduse teisendamine elektromagnetiline induktsioonkuumutus või lühidalt induktsioonkuumutamine on meetod metallmaterjalide kuumutamiseks, muundades toitesageduse toiteallika elektromagnetilise induktsiooni põhimõttel kindla vahemiku toiteallikaks. Seda saab kasutada peamiselt metalli kuumtöötlemisel, kuumtöötlemisel, keevitamisel ja sulatamisel. Seda tüüpi kuumutustehnika on rakendatav ka pakenditööstuses (näiteks meditsiinis ja toiduainetööstuses kasutatava alumiiniumfooliumi tihendamine), pooljuhtmaterjalides (näiteks ekstrudeeritud monokristalliline räni ja kuumutatud kinnitusdetailid autoklaasi jaoks). 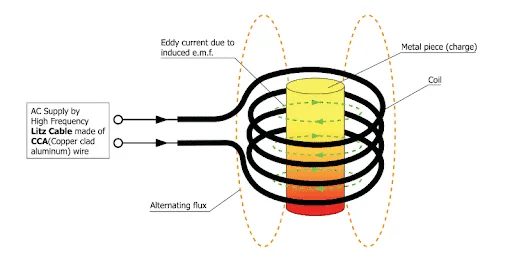
Induktsioonküttesüsteemi põhitõed sisaldavad induktsioonmähiseid, vahelduvvooluallikat ja detaile. Induktsioonspiraali saab valmistada erineva kujuga vastavalt erinevatele kuumutatud esemetele. Mähis on ühendatud toiteallikaga, mis tagab mähise jaoks vahelduvvoolu. Mähise valduses olev vahelduvvool võib tekitada vahelduva magnetvälja, mis läbib töödetaile, et tekitada pöörisvoolu vastavalt kuumutamisele.
Maneetilise induktsioonküttesüsteemi eelised
- Kiire kuumutamine: minimaalne kuumutamiskiirus on alla 1 sekund (reguleerimiseks ja juhtimiseks on saadaval kütte kiirus).
- Kütte lai katvus: seda saab kasutada mitmesuguste metallosade soojendamiseks (asendage eemaldatav induktsioonspiraal vastavalt erinevatele töölülititele).
- Lihtne kinnitada.: seda saab kasutada, kui see on ühendatud toiteallikaga, induktsioonpooliga, samuti veevarustustoru ja tõusutoruga; see on väikese suurusega ja kerge.
- lihtne operatsioon: saate seda kasutada mitme minuti jooksul.
- Kiire käivitamine: saab käivitada kütmist tingimusel, et on olemas vee- ja elektrivarustus.
- Madal energiatarve: Võrreldes tavapäraste vaakumtorude kõrgsageduslike seadmetega võib see energiat kokku hoida umbes 70%. Mida väiksem on tooriku suurus, seda väiksem oleks energiatarve.
- Kõrge efektiivsus:sellel on sellised omadused nagu ühtlane kuumutamine (seda saab reguleerida induktsioonspiraali vahekauguse tagamiseks sobiva temperatuuri tagamiseks, nagu seda nõuab iga detaili osa), kiire soojenemine ja piiratud oksihorisont ning see võib kaitsta jäätmete eest pärast lõõmutamist.
- Põhjalik kaitse:sellel on sellised funktsioonid nagu ülerõhu, ülevoolu, ülekuumenemise ja veepuuduse alarmi näidud ning automaatjuhtimine ja -kaitse.
- Kontrollitav temperatuur: seda saab kasutada töödeldavate detailide temperatuuri reguleerimiseks vastavalt etteantud kuumutusajale ja seeläbi küttetemperatuuri reguleerimiseks teatud tehnilises punktis.
- Põhjalik täiskoormuse disain: see võib töötada pidevalt 24 tundi.
- Väike suurus ja kerge: selle kaal on vaid mitukümmend kilogrammi, millest piiratud põrandapind võib töökoja ruumi tõhusalt kokku hoida.
- Kõrgepinge kõrvaldamine: see ei vaja astmelist trafot, mis võib toota umbes kümme tuhat pinget ja seega tagada maksimaalse ohutuse.




