

induktsioon saeketta hammaste karastamine
Kirjeldus
saeketta hammaste karastamine induktsioonkõrgsagedusliku induktsioonkõvendusmasinaga
Eesmärk
Induktsiooni karastamine suure saelehe hambad kõvastuva pinna pealekandmiseks; eesmärk on vähendada kütmisaega
Materjal: saelehe osa
Temperatuur: 1650 ºF (899 ºC)
Sagedus: 134 kHz
Varustus:
–DW-UHF-40kW 50–150 kHz induktsioonküttesüsteem varustatud kaugtööpeaga, mis sisaldab kaheksat 1.0 μF kondensaatorit

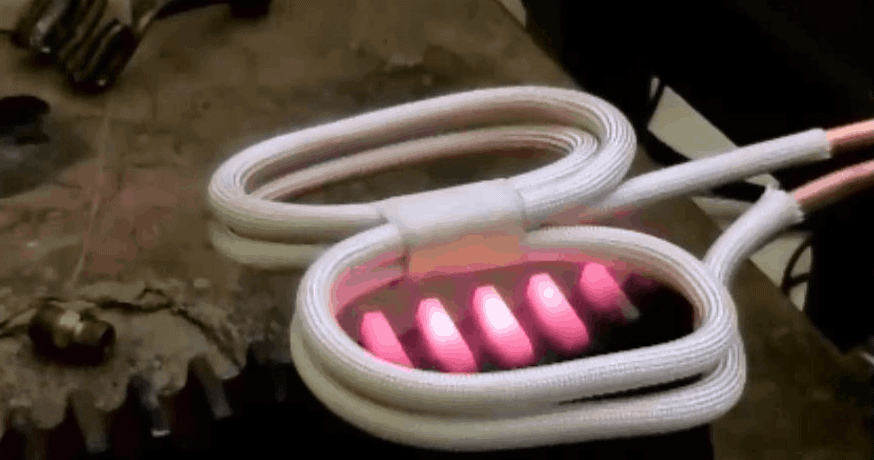
- spetsiaalselt selle rakenduse jaoks loodud ja välja töötatud mitmekordne kahekäiguline spiraalne induktsioonkuumutuspiraal
Protsess: induktsioonkuumutusrull töötati välja nii, et see ei koondaks soojust hamba välisserva. Osa asetati mähise alla umbes 1 mm kaugusele ja toide lülitati sisse. 8 kW DW-UHF-seeria induktsioonkütte toiteallikaga kuumutatakse detaili temperatuurini viie hamba nelja sekundi jooksul temperatuurini.
 Tulemused / eelised
Tulemused / eelised
–Kiirus: klient kasutas juba induktsiooni, kuid soovis selle suurendamiseks üle minna suurema energiasüsteemiga
nende tootmise määr (enne HLQ-i induktsiooni esimest kasutamist kasutas klient tõrvikut.)
–Täpsus ja korratavus: tõrvik pole nii täpne kui induktsioon ega korratav, samas kui induktsiooni saab
rakendatud väga korratavaks
–Tõhusus: Induktsioonkuumutus kasutab vähem energiat kui taskulamp ja pakub kohest sisse- / väljalülitamist



