Induktsioonküttesüsteemiga kõvajoodisega terasest autoosad
Induktsioonkütteks kasutatavad autoosad
Autotööstuses kasutatakse palju erinevaid osi, mille kokkupanekuks on vaja soojust. Sellised protsessid nagu kõvajoodisega jootmine, karastamine, karastamine ja kokkutõmbumine on autotööstuses levinud. Neid kütteprotsesse saab oluliselt parandada, kasutades induktsioonkuumutamine tehnoloogiat.
 Induktsioonkütte tehnoloogia võib pakkuda autotööstusele palju eeliseid. Esiteks on see uskumatult täpne ja järjepidev aja ja temperatuuri juhtimine. See tähendab, et protsessi saab läbi viia täpselt samamoodi ja aeg-ajalt samade tulemustega. See vähendab tagasilükatud osade arvu ja seega ka jäätmeid. Induktsioonkuumutamine on ka äärmiselt puhas, kuna sellega ei kaasne mingit põlemist. See välistab vajaduse spetsiaalse ventilatsiooni järele ja eemaldab töökohalt peamised ohud, nagu lahtine leek ja surugaasiballoonid. Selle eeliseks on rohkemate seadmete paigutuse võimaluste avamine, kuna teatud soojust hõlmavad protseduurid ei nõua enam kinnisvara osade transportimist või rajatise eraldi piirkonda. Tehase paigutuse paindlikkust hõlbustab ka induktsioontehnoloogia teine eelis, milleks on kompaktne jalajälg. Induktsioonsüsteemid võtavad sageli vähem ruumi kui muud võimalused, nagu leek, ahi, infrapuna- või takistussoojendid.
Induktsioonkütte tehnoloogia võib pakkuda autotööstusele palju eeliseid. Esiteks on see uskumatult täpne ja järjepidev aja ja temperatuuri juhtimine. See tähendab, et protsessi saab läbi viia täpselt samamoodi ja aeg-ajalt samade tulemustega. See vähendab tagasilükatud osade arvu ja seega ka jäätmeid. Induktsioonkuumutamine on ka äärmiselt puhas, kuna sellega ei kaasne mingit põlemist. See välistab vajaduse spetsiaalse ventilatsiooni järele ja eemaldab töökohalt peamised ohud, nagu lahtine leek ja surugaasiballoonid. Selle eeliseks on rohkemate seadmete paigutuse võimaluste avamine, kuna teatud soojust hõlmavad protseduurid ei nõua enam kinnisvara osade transportimist või rajatise eraldi piirkonda. Tehase paigutuse paindlikkust hõlbustab ka induktsioontehnoloogia teine eelis, milleks on kompaktne jalajälg. Induktsioonsüsteemid võtavad sageli vähem ruumi kui muud võimalused, nagu leek, ahi, infrapuna- või takistussoojendid.
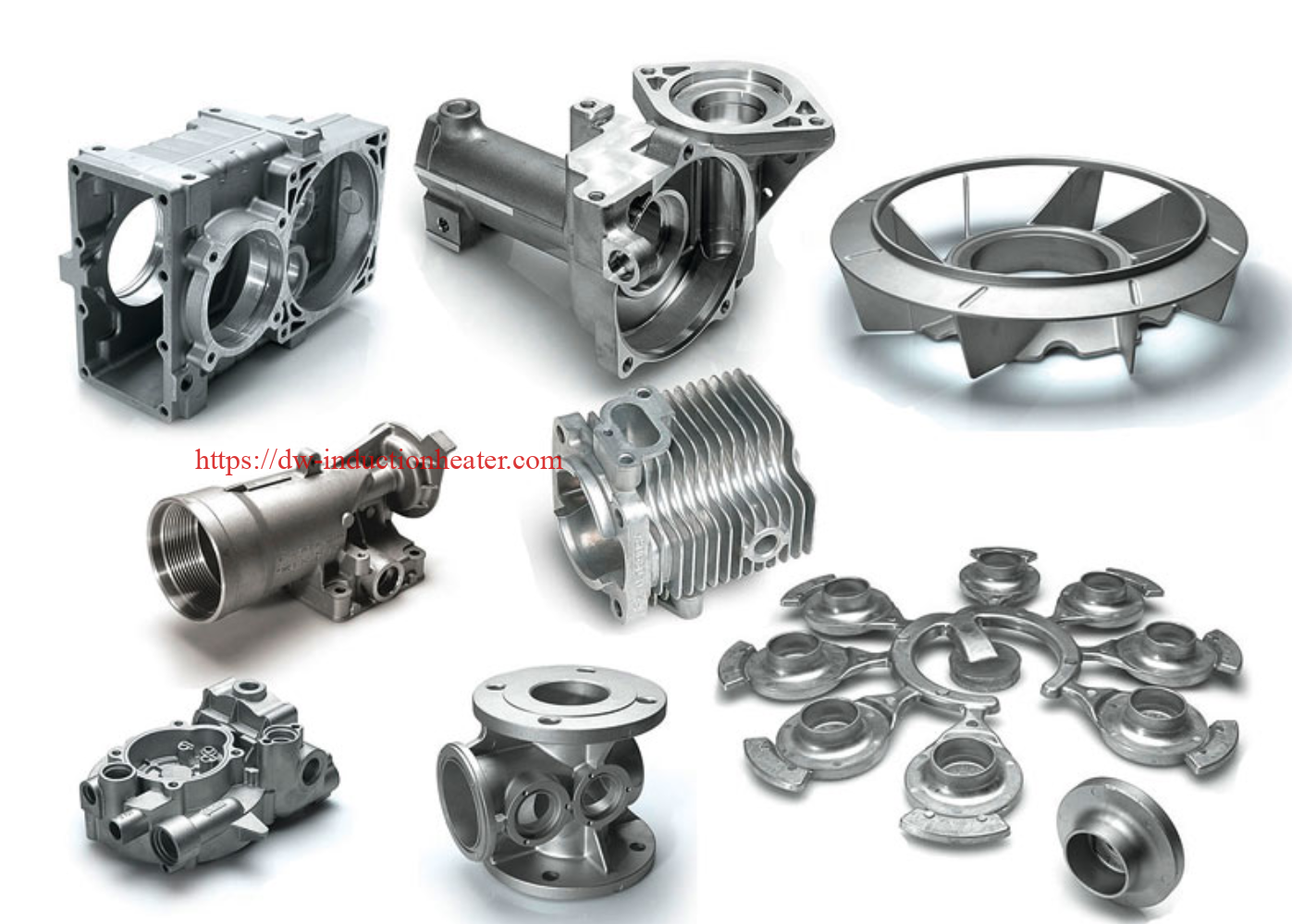
Induktsioonseadmetega toodetud autoosad
HLQ Induction Equipment Co-l on väljakujunenud projekteerimise ajalugu induktsioonkütteseadmed mida kasutatakse kokkupanemisel osade kuumtöötlemiseks.
Laagrid
Pidurid
Sõida rongiga
Gears
Vuugid
Võllid
Eesmärk:

Autotööstusele terasdetailide tootja on huvitatud oma vanade induktsioonseadmete uuendamisest. HLQ Company sai terasvõllide, -plaatide ja -liitmike näidised Induktsioon kõvajoodisjootmine test.
Selle rakenduse väljakutseks oli katsete läbiviimine meie ja kliendi induktsioonsoojendiga induktsioonkuumutusrull.
Tegevusala: Autod ja transport
Varustus:
Induktsioonkütte toiteallikaks, mille kõvajoodisjootmise katseks valisime, oli DW-UHF-10kW induktsioonküttesüsteem.
Protsess:
Meie insenerid viisid kolme erineva osa jaoks läbi kolm testi. Iga katsega töötas toiteallikas 10 kW induktsioonkuumutusvõimsusega ja temperatuuril 1400 °F (760 °C).
Esimese katse kuumutustsükli aeg oli 40 sekundit ja teise katse kuumutustsükli aeg 60 sekundit. Mõlemad teostati kliendi ühe pöördega mähisega. Kolmandaks testiks kasutasime kliendi kolme pöördega mähist ja töötlemisaeg oli 30 sek.


See rakendus oli komplekteeritud kliendi pakutud mähistega. Kui kasutatakse spetsiaalselt disainitud induktsioonpooli, lüheneb tsükli aeg.
 Eelised:
Eelised:
Uutesse induktsioonkütteseadmetesse investeerimine võib tootmisprotsessi optimeerida mitmel tasandil. Üks peamisi eesmärke on energiakulude vähendamine, mida on võimalik saavutada tõhusama tehnoloogiaga. Induktsioonkuumutuse lisaeelisteks on ka suurem korratavus ja tootlikkus ning madalad hooldusvajadused.
